Pipeline repair isn’t a frequent activity but when it is needed it’s a critical activity. New tools are being developed and demonstrated to also make it safer and more efficient, and yet challenges remain, such as higher pressure, deeper water, and bi-metallic pipeline repairs. Elaine Maslin reports
Pipeline repairs are not that frequent. But the consequences when they do happen can be significant. A damaged pipeline can shut in tens of millions of dollars of production – per day. Worse, it can severely weaken national energy security. When the Central Area Transmission System (CATS) pipeline in the North Sea was damaged by an anchor drag in 2007, it was responsible for the transportation of about a fifth of Britain’s gas to shore.
It’s a relatively infrequent issue operators have to deal with in the North Sea, despite the amount of pipeline out there: 14,000 km of pipeline connects offshore installations to beach terminals in the UK.
Alessandro Lagrotta, Senior asset integrity engineer at Intecsea, says operators have emergency pipeline repair strategies and, in the North Sea, pipeline integrity management is more about investing in avoiding rather than in a repair system, such as burying the pipeline in busy shipping areas and frequent inspection – dealing with more minor defects before bigger repairs are needed.
It’s a slightly different story in the US Gulf of Mexico. There’s about ~42,000 km of pipeline in the US Gulf, a region where pipeline repair is more common, largely due to the storms that rip through the area, tearing up shallow waters.
Norway’s Pipeline Repair and Subsea Intervention pool
Due to the criticality of many pipeline systems, repair solutions need to be readily on hand for both regions. These solutions range from repair clamps to hugely complex diverless welding spreads. The latter has been the focus of the Norway-based Pipeline Repair and Subsea Intervention (PRSI) Pool. Formed in 1987 by Statoil and Norske Hydro, as a non-profit organization, following a request by Norwegian authorities that a repair system should be available, it’s now managed by Equinor. It has 20 operator members with nearly 20,000 km of offshore pipeline. Nine of the operators do not have assets on the Norwegian Continental Shelf; their interests lay off Australia, Egypt, and Abu Dhabi.
“It’s a sort of insurance policy. You don’t want to spend money on these things, but the day you need it, you want it to work,” says PRSI Pool Administrator Jan Olav Berge. “With the pool, we maximize experience and competence in a strong team, rather than spreading it around.”
As a member of the PRSI Pool, the operators get access to what PRSI Pool Administrator Jan Olav Berge says is the world’s largest spread of pipeline repair equipment, focussed on in-situ repair only (not pipelay vessel based repair, where pipeline is brought up on deck), all stored and managed at Haugesund, halfway between Stavanger and Bergen on the coast of Norway.
“It’s by far the biggest pipeline repair pool in the world and it’s unique as it provides both the specialized tools and specialized services to its members,” says Berge. This is through key technology providers including Sintef, Isotek, Connector Subsea Solutions, Applus RTD, and NUI, with STATS Group and TDW Offshore Services providing pipeline isolation services, and contracts and frame agreements with a Technip-DeepOcean joint venture (services) and Subsea 7 or TechnipFMC (vessel and diving services).
“It also contains some very unique equipment,” says Berge. There’re clamps (for small repairs), connectors, including remote installed MORGRIP connectors (10 – 30in), for replacing sections of pipe down to 1,000 meters, and hyperbaric (TIG) welding equipment contained in 100-tonne one-atmosphere habitats (for divers to work in) for 8 – 48in pipelines down to 180 m water depth (the diving limit in Norway).
There’s also all the ancillary equipment needed to deploy these systems from coating and weld seam removal and cutting tools to huge hydraulic operated (with seawater and electric power from the surface) pipeline handling frames.
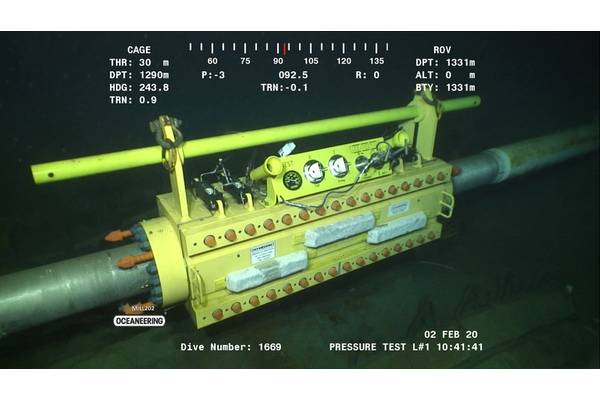
 A pipe lifting frame holding a pipeline up ready for a repair (left) and a positioning tool to enable correct positioning of the repair. Images from DW RUPE.
A pipe lifting frame holding a pipeline up ready for a repair (left) and a positioning tool to enable correct positioning of the repair. Images from DW RUPE.
World’s firsts in pipeline repair
Two of the latest innovations in the pool is the world’s only fully remote diverless retrofit hot tap system and the pipeline (MIG) welding equipment spread. The latter was qualified in 2014 and tested down to 1,000 meters in a Norwegian fjord, after major investment to enable diverless welding – therefore allowing welded repairs in water depths deeper than 180 meters and above the pipe diameter the connectors can do (>30in). But it’s only just been used for the first time, last year (2019), in a world first, on the Johan Sverdrup field for a planned tie-in of the oil export pipeline to the platform.
The system contains a complete set of tools required for a hyperbaric tie-in or repair and includes a habitat that provides a dry and inert atmosphere around the tie-in point, a gas metal arc welding (MIG) tool that includes a pre- /post- weld heat treatment system, welding consumables and a welding tip changer for long-duration welding. Pipeline joints are made through sleeve joints which are then filled in with fillet welds to make up the joints, as it was seen as robust and easier to control than a girth weld.
“It’s all remotely controlled,” says Berge, thanks to a tonne of sensors and computers in the system, as well as a lot of redundancy. The technology was chosen for a 36 in pipeline tie-in at Johan Sverdrup because it was cheaper than the diver-assisted alternative, says Berge. While there were learnings and improvements found, the project went with no hiccups, he says.
Remote tap, beyond diver depth
The remote hot tap system also enables subsea hot tap capability to go beyond diver depth. It was introduced and used in 2008, with installation and welding in a branch line then proven in 2012, with six hot taps now done to date, three of which were retrofit hot taps on unprepared pipelines.
In fact, much pipeline repair kit, including from system and services suppliers such as STATS Group and Oceaneering, is being used for work other than pipeline repair, notably tie-ins or pipeline rerouting. While for commercial suppliers, it’s welcome revenue, for the PRSI Pool it’s also to make sure the kit and those who have to deploy it in an emergency are capable.
In fact, about 80% of the pool-related activity is non-emergencies, says Berge. Using it helps reduce the overheads of keeping and maintaining it.
“The whole strategy is to use the equipment and the people and procedures in planned work because it is the best way of insurance you have an operational system ready on the day that you need it,” says Berge.
There are, however, limitations to the existing system, notably water depth, but also materials. Berge says the welding process has been used at simulating pressures at 4,000 meters. The challenge is about housing it for that depth, which will cost money – and the current PRSI Pool members doesn’t have a need for welding at that depth. A bigger need is dealing with bi-metallic materials, found in clad or lined pipelines.
“There’s no qualified system in place to repair in-situ and that’s a big gap. We are to launch a project where such repairs can be done by welding in the future,” says Berge.
Related Story: Barcodes to Drive Down Pipeline Repair Costs
A Response to Underwater Pipeline Emergencies
RUPE and DW RUPE are the US-based equivalents to Norway’s PRS. RUPE, standing for Response to Underwater Pipeline Emergencies, has been running for 42 years providing ANSI 900 class diver assisted repair clamps and spoolpiece connector systems. DW Rupe, its deepwater equivalent, has been running for 13 years. Both are project managed by Stress Engineering Services (SES) out of Houston.
RUPE, founded in 1978, has 35 co-owners covering more than 8,570 km of 6 – 36in pipeline around the world.
It currently has 21 clamps, 44 connectors, and 45 misalignment ball flanges in stock. As an indication of tool usage within a 25 year period, RUPE has delivered 57 repair clamps, for <1m repairs, and 26 connector assemblies for pipe section replacements, including misalignment ball flanges, with the busy periods usually coinciding with hurricanes. For example, 2005 (hurricanes Katrina and Rita) saw a need for 13 tools, while some years just two might be needed. If a tool isn’t in stock with a manufacturer it can take 4 – 11 months to deliver, says Melissa Gould, RUPE Project Manager, offering a significant benefit to members wanting to get their production back online.
High consequence repairs
Deepwater repairs are less common but are high consequence, says DW RUPE Project Manager Armando Rebello. DW RUPE has four co-owners and covers 10 – 24in pipe down to 3,000 m in both Australia and the US Gulf of Mexico. Its tooling comprises of ROV assisted connectors and clamps for long and short repairs, respectively, and ancillary equipment including ROV-operated pipe lift frames (the diver assisted systems use lift bags or ship cranes instead) and pipe cutting, fusion bond epoxy, and weld seam removal as well as pipeline end preparation tools.
The largest pieces of equipment can be disassembled in order to be air freighted to anywhere in the world, in an emergency. While this can be costly – requiring use of a large Antonov freighter aircraft – it means mobilization and repair can be done far faster than by ocean freight. “The whole exercise is about logistics: having the tools ready and getting them where they’re needed,” says Rebello, which is why sometimes smaller lift frames can also be mobilized and don’t need disassembly for transport.
Targeting HPHT repairs
Luckily, it doesn’t happen too often, deepwater pipelines being less prone to external damage. They’ve had one call out for a clamp repair in 2010 and nothing since, so focus is on ensuring the equipment is well maintained, says Rebello. SES is also looking at new technologies, specifically around repairing high-pressure high-temperature (HPHT) pipelines and the use of coiled tubing to unblock paraffin and hydrate blocked pipelines.
The RUPE and DW RUPE systems are all ANSI class 900 and 1500, respectively, and use elastomer seals. For HPHT use, SES has assessed other seal materials and came up with graphite radial seal rings that have now been tested to 22,500 psi. For unblocking deepwater pipelines, they’re working on a coiled tubing-based system, using hot tap technology to access the pipe and then a special design clamp to close the hot-tap hole once the pipe has been unblocked of wax or hydrates, etc.
Related Story: Pipeline Inspection with Fast(ER) Results
Internal repair options
Another research project is called Irep. It’s a remote-controlled internal repair system. It’s like a pipeline inspection tool that is pumped down the pipeline to where a crack or pinhole leak is (located by a magnetic sensor mounted on an ROV standing-by near the damaged area). Once in position, it releases a sleeve that is remotely activated using a ratchet design to create a seal around the full internal circumference of the pipe. Because it does the repair from the inside, the lifting tools aren’t required, vastly reducing logistics and cost, says Rebello. Another future step for DW RUPE could be creating a strategically located global emergency response organization, suggests Rebello.
Friction stir welding
Another internal pipeline repair/refurbishment technology using a robotic crawler able to perform hydraulic friction stir welding work is being developed by a consortium led by Forth Engineering in the UK, alongside The Welding Institute, J4IC, Innvotek, and London South Bank University, with funding from Innovate UK. The crawler would need no external power or welding consumables to perform the friction stir welding which causes no sparks, internally on areas of metal loss or cracks. The robot will generate electricity from the liquid flow in the pipeline via a variable pitch turbine driving a generator, which will supply power to a hydraulic pump and a battery which drives the magnetic tracks.
Forth Engineering has successfully trialled the FSWBot hydraulic system (walking and crawling) using automated controls. Forth says it has also completed 90% of its work on the FSWBot fuselage, which is on course to be finished in October. Collaboration between Forth and LSBU on the control elements is also ongoing and due to be completed in January 2021, with FSWbot trials expected in January/early February next year.
 The world’s only fully remote diverless pipeline (MIG) welding equipment spread, including the habitat, H-Frames, and remote welding tool.
The world’s only fully remote diverless pipeline (MIG) welding equipment spread, including the habitat, H-Frames, and remote welding tool.
Image from the Pipeline Repair and Subsea Intervention (PRSI) Pool
 Subscribe
Subscribe