Topsides corrosion and short life span issues, particularly in tropical waters, are being tackled with a super-duplex steel. Joseph Osta explains.
 Growing global demand for energy is driving oil and gas companies towards deeper wells in more exposed locations. Such environments subject offshore rigs and platforms to even greater threats of localized corrosion.
Growing global demand for energy is driving oil and gas companies towards deeper wells in more exposed locations. Such environments subject offshore rigs and platforms to even greater threats of localized corrosion.
On offshore platforms, stainless steel tubing is used in process instrumenta- tion, hydraulic lines, chemical inhibition and utility applications. Many of these applications are topside, and, in tropical waters, corrosion of ASTM 316L stainless steel tubing often occurs, primarily due to marine atmospheric corrosion.
The result is mostly pitting and crevice corrosion, often in inaccessible locations, such as beneath clamps, support trays, and connections. Both pitting and crevice corrosion depend on chloride concen- trations and moisture levels. They can be further exacerbated by surface contamination, caused by iron particles from welding and grinding operations, surface deposits from handling, drilling and blasting, and from sulfur-rich diesel engine exhaust. Even periodic testing of seawater firefighting systems can leave undesirable chloride salt deposits.
Image: Sandvik's super-duplex inspection line in Sandviken. All images Courtesey Sandvik.
The normal lifecycle of ASTM 316L steels can exceed 100 years, in non-corro- sive environments. Tests in environments containing chloride have demonstrated that tubing made from ASTM 316L has a service life shorter than five years and, in some cases, less than one year. This was based on field trials con- ducted in tropical waters by Shell, Swagelok, and BP, and laboratory testing by Sandvik.
Operational experience in tropical waters, such as the Gulf of Guinea and the Gulf of Mexico, has mirrored test results, with ASTM 316L tubing service life seen at less than five years. In some extreme cases, it can be less than one year.
One ASTM 316L test sample on a floating production, storage and offloading unit in the Gulf of Guinea showed severe signs of corrosion in small diameter tubing in several locations in the topside facilities, less than a year after the unit was moored in place. Low levels of Molybdenum (Mo) in ASTM 316L steels was a contributing factor.
 This has serious implications, not least the potential for accidents, causing injury, or worse, due to sudden failures, as well as the potential serious damage to the platforms.
This has serious implications, not least the potential for accidents, causing injury, or worse, due to sudden failures, as well as the potential serious damage to the platforms.
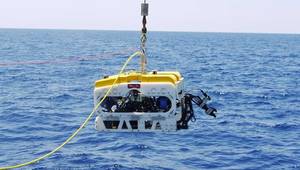
Image: Sandvik SAF 2507 tested offshore.
In topside process systems—consisting of various vessels, heat exchangers, separators and compressors—poor equipment life-spans pose a risk of sudden equip- ment failure, and may even lead to costly accidents.
Materials need to have resistance to stress corrosion cracking (SCC), pitting, and crevice corrosion in chloride-bearing environments, in order to be suitable for hydraulic and instrumentation tubing applications on offshore platforms.
Some companies are turning to corrosion resistant alloys (CRAs), ranging from grade 13Cr and upwards, as well as 6Mo austenitic steel types (containing 6% Mo), such as 254 SMO, AL-6XN, and alloy 625. These cost more than super- duplex steels, because they have higher levels of Ni and Mo, and there is lower market availability.
 An alternative to CRAs are super- duplex steels, which have higher strength, enabling a reduction in wall thickness of tubes and pipes in hydraulic and instrumentation systems, reducing cost and weight.
An alternative to CRAs are super- duplex steels, which have higher strength, enabling a reduction in wall thickness of tubes and pipes in hydraulic and instrumentation systems, reducing cost and weight.
Sandvik has developed a super-duplex austenitic-ferritic steel, SAF 2507, which has a pit- ting resistance equivalent (PRE) value of 42.5, due to its chemical composition of 25% Chromium (Cr), 4% Mo, 7% Nickel (Ni) and 0.3% Nitrogen (N), compared to other steels (see Table 1). The 4% Mo gives it performance levels comparable to 6% Mo aus- tenitic stainless steels like 254 SMO and AL-6XN.
Image: Critital pitting temperature (CPT) and critical crevice corrosion temperature (CCT) tests in 6% FeCI3 over periods of 24 hours.
SAF 2507 was designed for highly corrosive con- ditions and chloride-bear- ing environments. It has high mechanical strength, with weight savings of up to 50% over standard steels.
Its ability to endure long equipment durations was shown in a two-year long test, alongside ASTM 316L, in the Gulf of Mexico.
The ASTM 316L experienced heavy cor- rosion in the tests. No signs of corrosion were detected in the super-duplex tubing. The super-duplex tubing’s mix of austen- ite and ferrite provides a minimum proof strength of 550 MPa (N/mm sq)—nearly twice that of high-alloy austenitic steels.
SAF 2507 has also been tested using organic acids, to compare it to high-alloy austen- itic stainless steels and nickel alloys in topside applications.
Testing over two years to compare corrosion rates of ASTM 316L and SAF 2507 was performed in 80% acetic acid, with 2000 ppm chloride ions at 90°C (194˚F). The results showed ASTM 316L has a corrosion rate of up to 1mm/year in such conditions, compared with roughly 0.01mm/year on super-duplex stainless steel.
Tests for pitting cor- rosion were carried out, in accordance with industry-recognized cri- teria, including American Society for Testing and Materials (ASTM) G48. Samples were immersed in a highly corrosive 6% FeCI3 (iron chloride, or ferric chloric) solution, high in chloride ions and oxidizing ferric ions.
After cleaning, the samples were weighed and inspected for pitting. Figure 2 shows Sandvik SAF 2507 compared to standard steels in chloride-heavy envi- ronments (Figure 3).
The PRE is calculated from the level of Cr, Mo and N present in an alloy, PRE= %Cr + 3.3% Mo +16%N.
For offshore applications the common specified minimum PRE number is 40. ASTM 316L and its variants, like ASTM 317L, have maximum PRE numbers of 27.9 and 34.8 respectively. Sandvik SAF 2507 has a minimum PRE of 42.5. Other 25Cr type duplex stainless steels, that are not super-duplex, have insufficient corrosion resistance. For example, UNS S31260, has a PRE number of 33.
 Jospeh Osta is product manager for hydraulic and instrumentation tubing at Sandvik. He was previously in business develop- ment at SMT, and before that worked at Sandvik Coromant on marketing communications and planning. An Economics graduate, he gained his masters in international marketing and business at the University of Gothenburg in 2002.
Jospeh Osta is product manager for hydraulic and instrumentation tubing at Sandvik. He was previously in business develop- ment at SMT, and before that worked at Sandvik Coromant on marketing communications and planning. An Economics graduate, he gained his masters in international marketing and business at the University of Gothenburg in 2002.
 Subscribe
Subscribe